壓合式粘箱機紙板間隙調整設計到紙板折起的長度,軸輥,輪,座的位置,匯科苑包裝機械小編從這兩方面為您介紹一下。
【 壓合式粘箱機紙板間隙調整】
一、粘箱機調整根據紙板折起的長度
先定左右擋紙板,送紙膠輥是否滑暢,可根據紙板接觸邊的寬度選定大小機頭。
二、調各軸輥間隙及輪、座位置
根據紙板的厚度,送紙下軸與送紙上軸間隙和兩對輥間隙,以及機頭壓力大小,粘箱機用手輪16、18分別按紙板厚度,松開鎖緊螺絲、轉動手輪16,適宜后鎖緊,先挑 調預壓輥,間隙為小于紙板厚度0.5mm,然后經過紙器到成型輥,成型輥間隙低于紙板厚度0.7mm,調成型輥間隙可拿紙板到后工作臺,用紙板推進閥有壓力為宜,調好鎖緊。
在調
壓合式粘箱機成型輥,預壓輥時,如紙箱厚度小時還需打開右邊松罩,右上方有調偏心壓鏈輪,松開壓鏈輪,待調好后鎖緊。
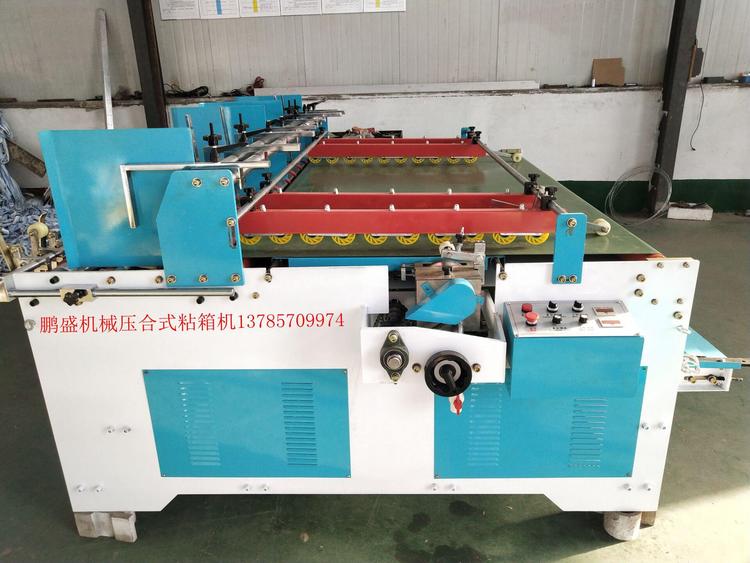
壓合式粘箱機紙板間隙調整圖
希望上面的內容對您有所幫助,如果您在調整的時候還有什么不明白的,也可以來電交流。


")








